Tungsten Carbide Flow Drill Bit



Produktpresentasjon
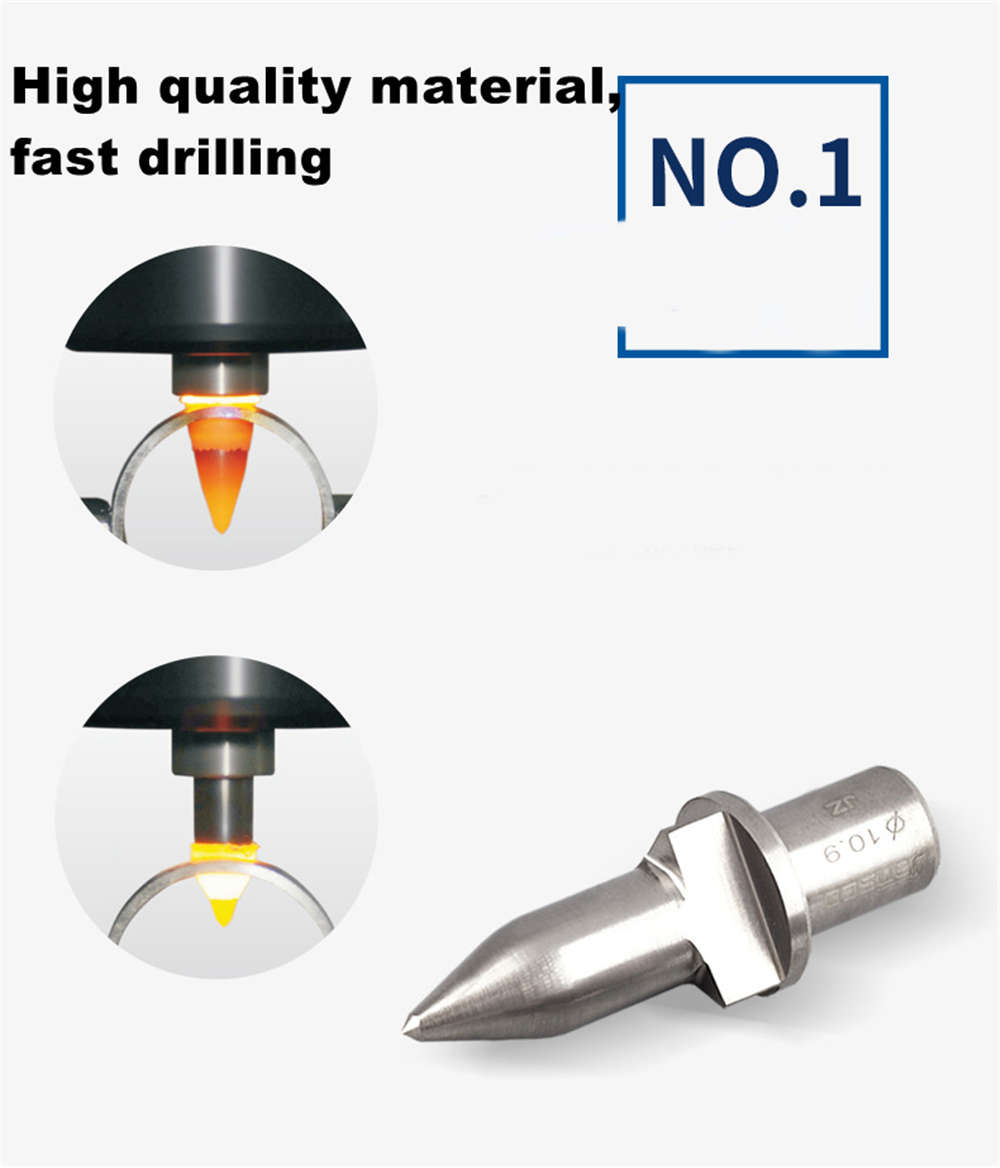
Prinsippet om smelteboring
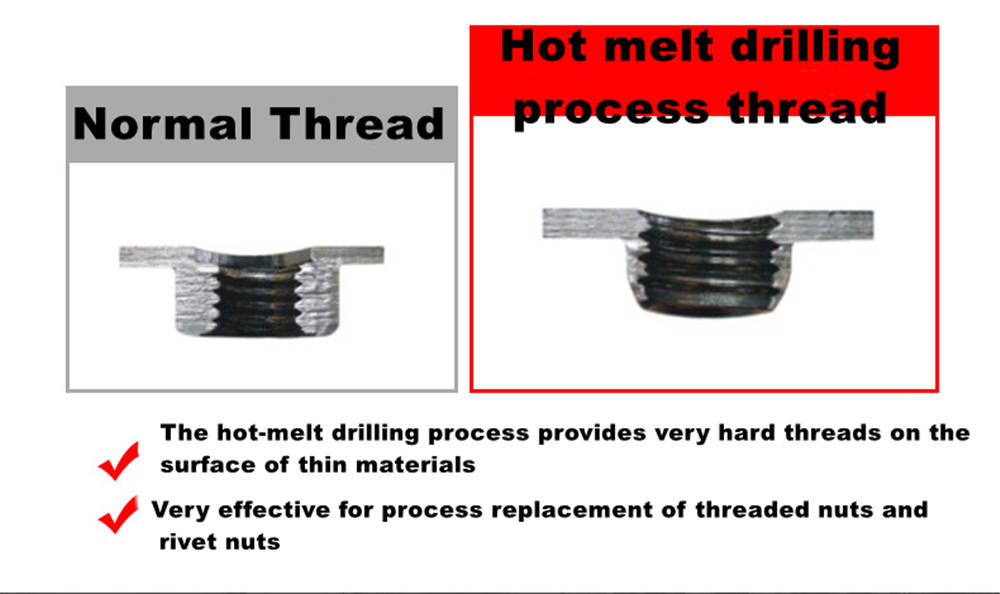
Hot-melt boret genererer varme gjennom høyhastighets rotasjon og aksial trykkfriksjon for å mykgjøre og erstatte materialet. Samtidig stanser den og danner en bøssing omtrent 3 ganger tykkelsen på råmaterialet, og ekstruderer og banker gjennom kranen for å gjøre det på det tynne materialet. Høypresisjons gjenger med høy styrke.
Anbefaling for bruk i verksteder
Det første trinnet: plastifisering av materialet gjennom høyhastighetsrotasjon og aksialtrykk. Tykkelsen på den støpte bøssingen er 3 ganger tykkelsen på råmaterialet.
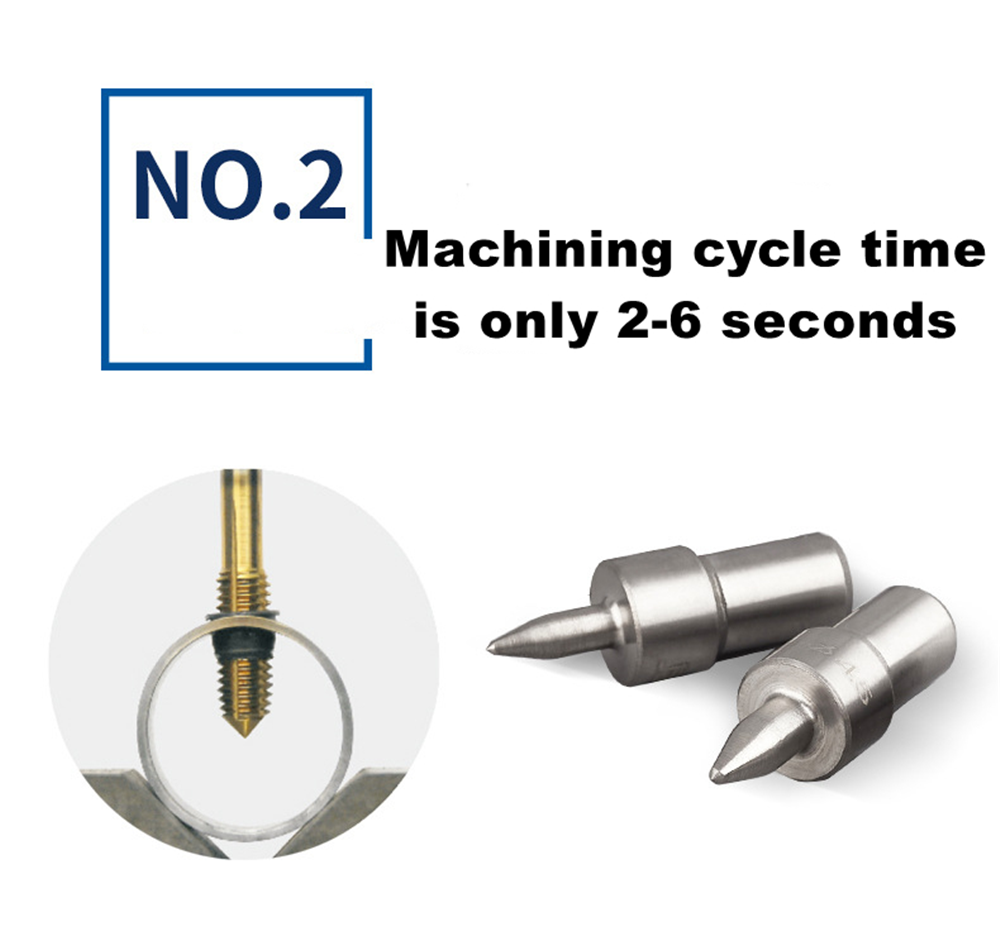
Det andre trinnet: gjengen dannes ved kald ekstrudering for å produsere høypresisjon, høyt dreiemoment og høyspesifikasjonsgjenger
| Merke | Xinfa | Belegg | No |
| Produktnavn | Sett med termisk friksjonsbor | Type | Flat/rund type |
| Materiale | Karbid wolfram | Bruk | Boring |
Trekk



Forholdsregler for bruk av smeltebor
1. Arbeidsstykkemateriale: smeltebor er egnet for behandling av ulike metallmaterialer med en diameter på 1,8-32 mm og en veggtykkelse på 0,8-4 mm, som jern, bløtt stål, rustfritt stål, titan, aluminium, kobber, kobber, messing (Zn-innhold mindre enn 40%), aluminiumslegering (Si-innhold mindre enn 0,5%) osv. Jo tykkere og hardere materialet er, desto kortere levetid på smelteboret.
2. Varmsmeltepasta: Når smelteboret jobber, genereres det øyeblikkelig en høy temperatur på mer enn 600 grader. Den spesielle smeltepastaen kan forlenge levetiden til smelteboret, forbedre kvaliteten på sylinderens indre overflate og gi en ren og tilfredsstillende kantform. Det anbefales å legge til en liten mengde smeltepasta på verktøyet for hvert 2-5 hull som bores i vanlig karbonstål; for arbeidsstykker i rustfritt stål, for hvert hull som bores, tilsett varmsmeltepasta for hånd; jo tykkere og hardere materialet er, desto høyere tilsetningsfrekvens.
3. Skaftet og chucken til smelteboret: Hvis det ikke er noen spesiell kjøleribbe, bruk trykkluft for å kjøle ned.
4. Boremaskinutstyr: så lenge ulike boremaskiner, fresemaskiner og maskineringssentre med passende hastighet og kraft er egnet for smelteboring; Tykkelsen på materialet og forskjellen i selve materialet påvirker alle bestemmelsen av rotasjonshastigheten.
5. Prefabrikerte hull: Ved å forhåndsbore et lite starthull kan deformasjon av arbeidsstykket unngås. Prefabrikkerte hull kan redusere den aksiale kraften og høyden på sylinderen, og kan også gi en flatere kant i den nederste enden av sylinderen for å unngå bøyedeformasjon av tynnveggede (mindre enn 1,5 mm) arbeidsstykker.
6. Ved tapping, bruk tappeolje: det anbefales å bruke ekstruderingskraner, som ikke dannes ved kutting, men ved ekstrudering, så de har høy strekkfasthet og torsjonsverdi. Det er også mulig å bruke vanlige kuttekraner, men det er enkelt å kutte sylinderen, og diameteren på smelteboret er forskjellig og må lages separat.
7. Vedlikehold av smeltebor: Etter at smelteboret er brukt i en periode, vil overflaten være slitt, og noen smeltepasta eller arbeidsstykker vil festes til kutterkroppen. Klem smelteboret på chucken på dreiebenken eller fresemaskinen, og slip den med slipepasta. Ikke ta hensyn til sikkerheten.
Q1: Kan jeg få en prøve for testing?
A: Ja, vi kan støtte prøve. Prøven vil bli belastet rimelig i henhold til forhandlingene mellom oss.
Q2: Kan jeg legge til logoen min på eskene/kartongene?
A: Ja, OEM og ODM er tilgjengelig fra oss.
Q3: Hva er fordelene med å være distributør?
A: Spesiell rabatt Markedsføringsbeskyttelse.
Q4: Hvordan kan du kontrollere kvaliteten på produktene?
A: Ja, vi har ingeniører klare til å hjelpe kunder med tekniske støtteproblemer, eventuelle problemer som kan oppstå under tilbuds- eller installasjonsprosessen, samt ettermarkedsstøtte. 100 % egenkontroll før pakking.
Q5: Kan jeg besøke fabrikken din før bestillingen?
A: Jada, velkommen til ditt besøk på fabrikken.








