Porøsitet er svært vanlig ved sveising av aluminium.
Det er en viss mengde porer i grunnmaterialet og i sveisetråden, så det er nødvendig å unngå store porer under sveising for å sikre at porene ikke overskrider standarden. Når luftfuktigheten overstiger 80℅, må sveisingen stoppes. Sannsynligheten for at porene overskrider standarden er også 80℅, og det er enkelt å produsere returnerte stykker.
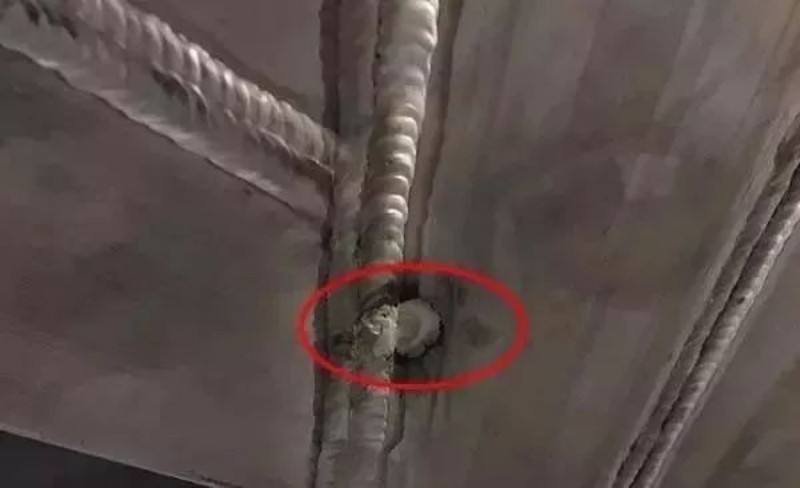
Sveising i fuktighetstilstanden vist i figuren vil med stor sannsynlighet gi en returordre.
Xinfa sveiseutstyr har egenskapene til høy kvalitet og lav pris. For detaljer, vennligst besøk:Sveise- og skjæreprodusenter – Kinas sveise- og skjærefabrikk og leverandører (xinfatools.com)


▲Fuktighet▲
Noen ganger vil svart støv feste seg til sveisen, hva skal jeg gjøre?


▲Sort og grå▲
Faktisk er wolframelektroden forurenset, eller den berører det smeltede bassenget eller sveisetråden, og aluminium fester seg til den. Først når wolframelektroden er rengjort kan vi fortsette.

▲Den forurensede wolframelektroden er blomkålformet▲
På dette tidspunktet trenger vi bare å justere rengjøringsbredden på sveisemaskinen til bunnen, strømmen er i utgangspunktet rundt 200, og lysbuesveising startes på et stykke aluminiumsskrap. På bare noen få sekunder vil wolframelektroden danne en liten kule. Skal du sveise aluminium godt, er den lille kulen et must-have produkt.

▲ Juster rengjøringsbredden til den laveste innstillingen ▲


▲Magisk liten ball▲
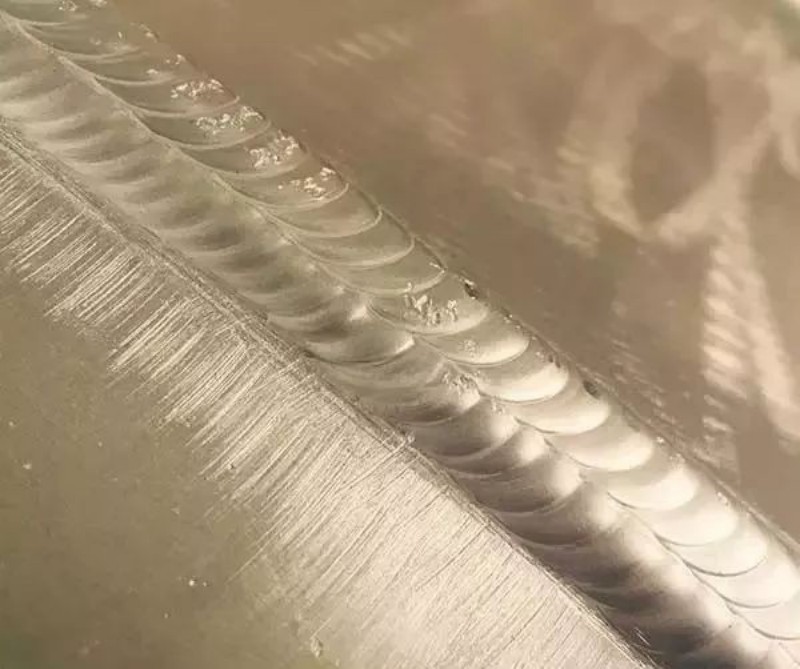
Sammenligner jeg aluminiumsveising med rustfritt stål, foretrekker jeg aluminiumsveising. Det er ikke så plagsomt som rustfritt stål, som må svinges. Aluminiumsveising er enkelt, og sveisepistolen svinger i utgangspunktet ikke. Dette aluminiumsrøret med foring er en kilsveis, og sveising er ikke så plagsomt.
Når du justerer strømmen moderat, er den beste strømmen den som kan kontrollere smeltebassenget. Ytelsen til hver sveisemaskin er forskjellig, strømmen vil være forskjellig, og fleksibiliteten til buen vil også være forskjellig.




Innleggstid: 29. september 2024


