Nyheter
-
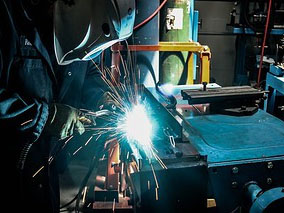
Grunnleggende om migsveising
Når det gjelder MIG-sveising, er det viktig for nye sveisere å starte med det grunnleggende for å legge et solid grunnlag for suksess. Prosessen er generelt tilgivende, noe som gjør det enklere å lære enn for eksempel TIG-sveising. Den kan sveise de fleste metaller og, som en kontinuerlig matet p...Les mer -
Hva er kravene til bearbeidingsverktøy i rustfritt stål
1. Velg de geometriske parametrene til verktøyet Ved bearbeiding av rustfritt stål bør geometrien til den skjærende delen av verktøyet generelt vurderes ut fra valg av skråvinkel og ryggvinkel. Når du velger rake vinkel, faktorer som fløyte pr...Les mer -

9 grunner til at HSS-kraner BREAK
1. Kvaliteten på kranen er ikke god: Hovedmaterialer, verktøydesign, varmebehandlingsforhold, maskineringsnøyaktighet, beleggkvalitet, etc. For eksempel er størrelsesforskjellen ved overgangen til kranseksjonen for stor ...Les mer -

Hvordan redusere sveisepistolslitasjen og forlenge pistolens levetid
Å kjenne til de vanlige årsakene til MIG-pistolslitasje – og hvordan man kan eliminere dem – er et godt skritt mot å minimere nedetid og kostnader for å løse problemer. Som alt annet utstyr i en sveiseoperasjon, er MIG-pistoler utsatt for rutinemessig slitasje. Miljøet og varmen fra...Les mer -

2021.1.8 Xinfa Jingjian hjelper Xiongan New Area og ny nasjonal infrastruktur
1. april 2017 bestemte staten seg for å etablere Xiongan New Area i Hebei. Som et resultat kom denne nye byplanen, kjent som "Tusenårsplanen, en nasjonal begivenhet", offisielt inn i offentligheten. Siden etableringen av Xiongan New Area har det blitt fokus ...Les mer -

Hvordan karbonmolekyler fungerer i PSA-enheter
I atmosfæren er nesten 78 % nitrogen (N2) og nær ca 21 % oksygen (O2) er tilstede. For å få nitrogen fra luften, brukes PSA-teknologi av ulike industrier avhengig av deres krav. Karbonmolekylsikter er kjernedelen av trykksvingadsorpsjonssystemer (PSA). CMS ...Les mer -

Hvordan forhindre 5 vanlige feil ved sveisepistol
Det er viktig å ha riktig utstyr i sveiseoperasjonen – og det er enda mer å sørge for at det fungerer når det trengs. Sveisepistolfeil forårsaker tapt tid og penger, for ikke å snakke om frustrasjon. Som med mange andre aspekter av sveiseoperasjonen, er de viktigste...Les mer -

5 måter å velge den beste boretypen på
Hullproduksjon er en vanlig prosedyre i alle maskinverksteder, men det er ikke alltid klart å velge den beste typen skjæreverktøy for hver jobb. Bør en maskinverksted bruke solide eller innsatsbor? Det er best å ha en drill som passer til arbeidsstykkematerialet, produserer spesifikasjonene som kreves...Les mer -

T-spor endefres
For høy ytelse avfasende sporfreser med høye matehastigheter og skjæredybder. Også egnet for bearbeiding av sporbunn i sirkulære freseapplikasjoner. Tangentielt installerte vendbare innsatser garanterer optimal brikkefjerning sammen med høy ytelse i det hele...Les mer -

Løse vanlige årsaker til sveiseporøsitet
Porøsitet, diskontinuiteter av hulromstype dannet av gassoppfangning under størkning, er en vanlig, men tungvint defekt ved MIG-sveising og en med flere årsaker. Den kan dukke opp i halvautomatiske eller robotapplikasjoner og krever fjerning og omarbeiding i begge tilfeller — lea...Les mer -
De fire grunnleggende prinsippene for å bestemme klemkraften til CNC-verktøy
CNC-verktøy: Ved utforming av klemanordningen inkluderer bestemmelsen av klemkraften tre elementer: retningen til klemkraften, aksjonspunktet og størrelsen på klemkraften. 1. Retningen til klemkraften til CNC-verktøyet.Les mer -
Klassifisering av CNC-verktøy i henhold til behandlingsform og bevegelsesmodus
CNC-verktøy kan deles inn i fem kategorier i henhold til formen på overflatebehandlingen av arbeidsstykket. CNC-verktøy brukes til å behandle ulike ytre overflateverktøy, inkludert dreieverktøy, høvler, freser, utvendige brosjer og filer, etc.; hullbehandling ...Les mer


