Freser brukes mye. Forstår du virkelig strukturen til freser? La oss finne ut av en artikkel i dag.
1. Geometriske hovedvinkler for indekserbare freser
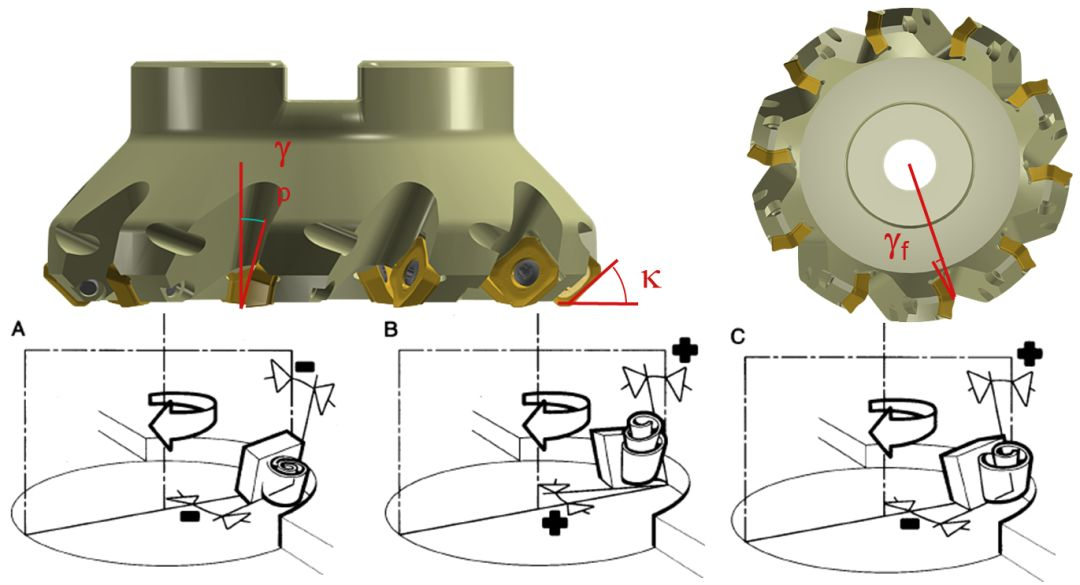
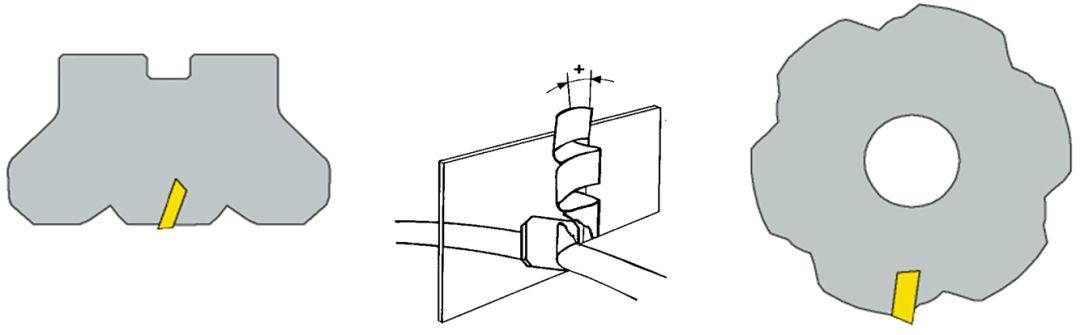
Fresen har en ledende vinkel og to spånvinkler, den ene kalles aksial spånvinkel og den andre kalles radiell spånvinkel.
Den radielle rakevinkelen γf og den aksiale rakevinkelen γp. Den radielle rakevinkelen γf påvirker hovedsakelig skjærekraften; den aksiale skråvinkelen γp påvirker dannelsen av spon og retningen til aksialkraften. Når γp er en positiv verdi, flyr sponene bort fra maskineringsprosessen. nudler.
Rivevinkel (riveflatekontaktflate)
Negativ skråvinkel: for stål, stållegeringer, rustfritt stål, støpejern.
Positiv skråvinkel: brukes i viskøse materialer og noen høytemperaturlegeringer.
Midt foran hjørne: brukes til å tre, rille, profilere og forme kniver.
Bruk negative skråvinkler når det er mulig.
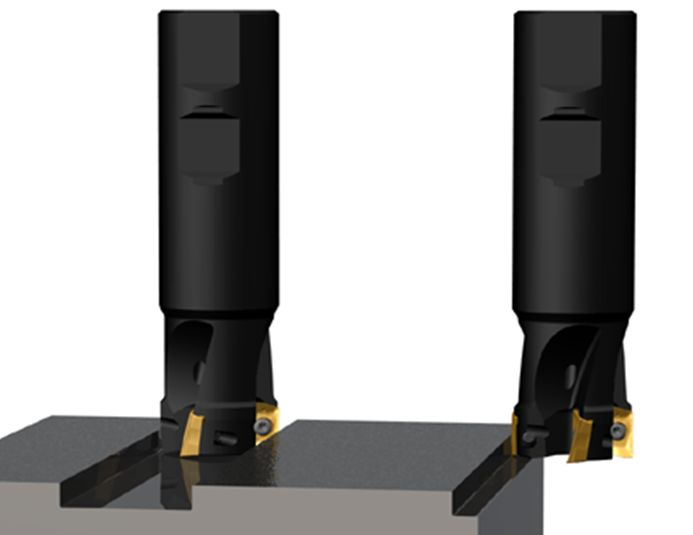
2. Fresgeometri
1. positiv vinkel -positiv vinkel
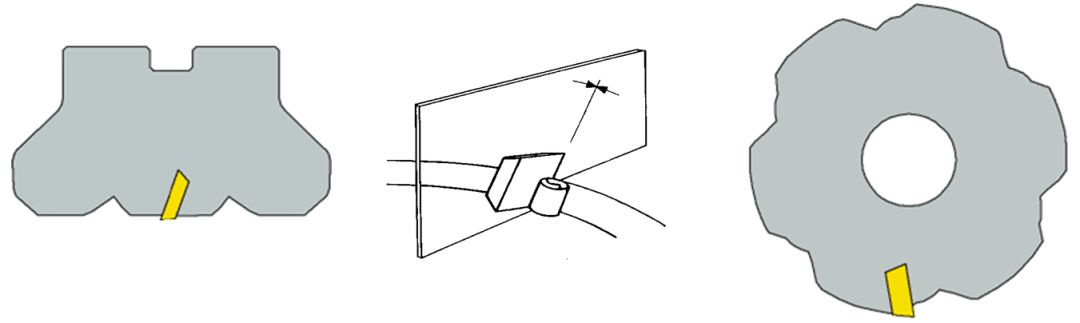
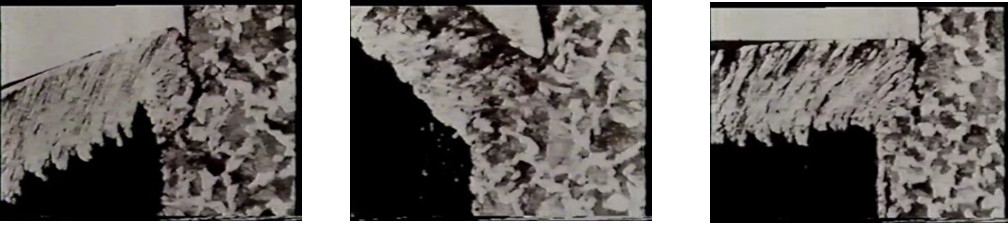
Kutting er lett og jevn, men skjærekantstyrken er dårlig. Egnet for bearbeiding av myke materialer og rustfritt stål, varmebestandig stål, vanlig stål og støpejern etc. Denne formen bør foretrekkes når det er laveffektsmaskiner, utilstrekkelig stivhet i prosesssystemet og oppbygde kanter.
Fordel:
+ jevn skjæring
+ Glatt chip evakuering
+ god overflateruhet
Ulemper:
- Skjærekantstyrke
- Ikke bidrar til å kutte kontakten
- Arbeidsstykket er skilt fra maskinbordet
2. Negativ vinkel – Negativ vinkel
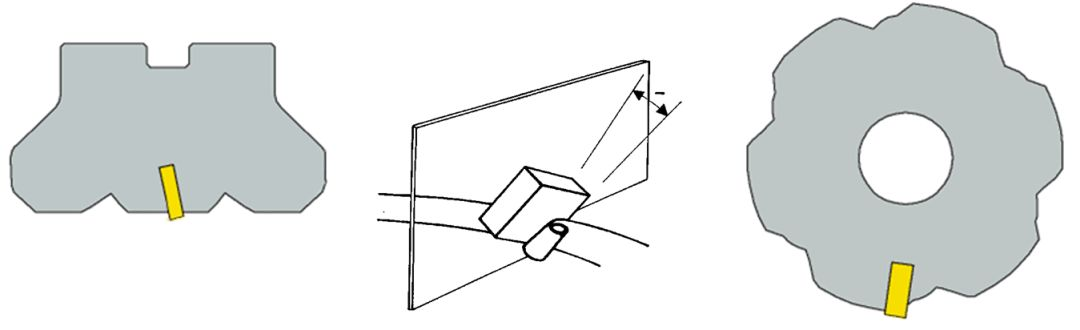
Den har sterk slagfasthet og bruker negative blader, egnet for grovfresing av støpestål, støpejern og høyhardt, høyfast stål.
Fresing bruker imidlertid mye strøm og krever utmerket prosesssystemstivhet.
Fordel:
+ skjærekantstyrke
+ Produktivitet
+ Skyv arbeidsstykket til maskinbordet
Ulemper:
- Større skjærekraft
- Chip blokkering
Xinfa CNC-verktøy har egenskapene til god kvalitet og lav pris. For detaljer, vennligst besøk:
CNC-verktøyprodusenter – Kina CNC-verktøyfabrikk og leverandører (xinfatools.com)
3. Positiv vinkel – negativ vinkel
Skjæreggen har sterk slagfasthet og er skarp. Egnet for bearbeiding av stål, støpestål og støpejern. Effekten er også bedre ved fresing med store marginer.
Fordel:
+ Glatt chip evakuering
+ gunstige skjærekrefter
+Bredt spekter av applikasjoner
4. Freseskjærestigning
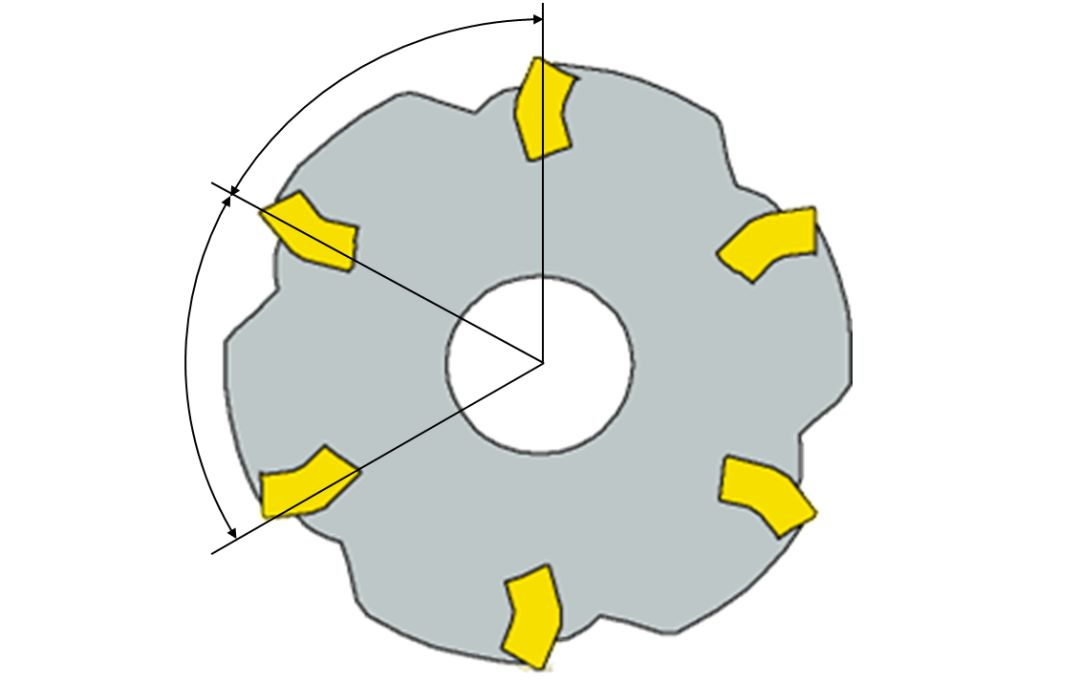
1) Tette tenner: høyhastighetsmating, stor fresekraft, liten sponplass.
2) Standardtenner: konvensjonell matehastighet, fresekraft og sponplass.
3) Grove tenner: mating med lav hastighet, liten fresekraft, stor sponplass.
Hvis fresen ikke er utstyrt med en spesiell viskerinnsats, avhenger overflateruheten av om matingen per omdreining overstiger viskerplanets bredde på innsatsen.
Eksempel: Sporfresing og konturfresing
Antall tenner:
•Små eller standard tenner for sporfresing (sikkerhet)
•Tette tenner for konturfresing (produktivitet)
Innleggstid: Nov-01-2023


