Betjeningspanelet til maskineringssenteret er noe enhver CNC-arbeider kommer i kontakt med. La oss ta en titt på hva disse knappene betyr.

Den røde knappen er nødstoppknappen. Når denne bryteren trykkes, vil verktøymaskinen stoppe, vanligvis i nødstilfeller eller uventede forhold.
Xinfa CNC-verktøy har egenskapene til god kvalitet og lav pris. For detaljer, vennligst besøk:
CNC-verktøyprodusenter – Kina CNC-verktøyfabrikk og leverandører (xinfatools.com)

Start helt til venstre. Den grunnleggende betydningen av de fire knappene er
1 Programautomatisk drift refererer til den automatiske driften av programmet ved behandling av programmet. Det brukes ofte til behandling. I denne tilstanden trenger operatøren bare å klemme produktet og deretter trykke på programstartknappen.
2Den andre er programredigeringsknappen. Brukes hovedsakelig ved redigering av programmer
3 Den tredje er MDI-modus, som hovedsakelig brukes til å manuelt legge inn korte koder som S600M3
4DNC-modus brukes hovedsakelig for in-line maskinering

Disse fire knappene fra venstre til høyre er
1 Programmer null-knapp, brukes til nullstilling
2. Hurtigtransportmodus. Trykk på denne tasten og match den tilsvarende aksen for å bevege deg raskt.
3. Sakte mating. Trykk på denne tasten og maskinen vil bevege seg sakte tilsvarende.
4 håndrattknapp, trykk på denne knappen for å betjene håndhjulet

Disse fire knappene er fra venstre til høyre
1 Enkel blokkkjøring, trykk på denne tasten og programmet vil stoppe etter en periode med utførelse.
2. Programmer segmenthopp kommando. Når det er et /-symbol foran enkelte programsegmenter, hvis du trykker på denne tasten, vil ikke dette programmet bli utført.
3. Velg Stopp. Når det er M01 i programmet, trykk på denne tasten og koden vil fungere.
4 manuelle demonstrasjonsinstruksjoner

1 Program omstart-knapp
2. Maskinverktøylåskommando. Trykk på denne tasten og maskinen vil bli låst og vil ikke bevege seg. for feilsøking
3. Tørrkjøring, vanligvis brukt sammen med maskinverktøylåskommandoen for feilsøkingsprogrammer.
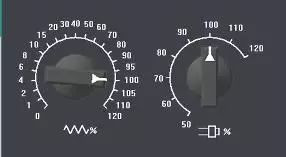
Bryteren til venstre brukes til å justere matehastigheten. Til høyre er knappen for justering av spindelhastigheten
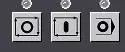
Fra venstre til høyre er det syklusstartknapp, programpause og program MOO-stopp.

Dette representerer den tilsvarende spindelen. Maskinverktøy har vanligvis ikke 5 eller 6 akser. Kan ignoreres
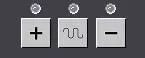
Brukes til å kontrollere maskinens bevegelse. Trykk på tasten i midten, og den mates raskt.

Sekvensen er spindel fremoverrotasjon, spindelstopp og spindel bakover.


Det er ikke nødvendig å forklare det numeriske og alfabetiske panelet, det er akkurat som en mobiltelefon og datamaskintastatur.
POS-nøkkelen betyr koordinatsystem. Trykk på denne tasten for å se de relative koordinatene og absolutte koordinatene til verktøymaskinens koordinatsystem.
ProG er en programnøkkel. De korresponderende programoperasjonene må vanligvis utføres i modusen for å trykke på denne tasten.
OFFSETTING brukes til å sette verktøypunktene i koordinatsystemet.
shift er shift-tasten
CAN er avbryt-nøkkelen. Hvis du skriver inn en feil kommando, kan du trykke på denne tasten for å avbryte den.
IUPUT er inngangstasten. Denne nøkkelen kreves for generell datainntasting og parameterinntasting.
SYETEM systemnøkkel. Brukes hovedsakelig for å vise systemparameterinnstillinger
MESSAGE er hovedsakelig informasjonsoppfordringer
CUSTOM grafisk parameterkommando
ALTEL er erstatningsnøkkelen, som brukes til å erstatte instruksjoner i programmet.
Insert er insert-instruksjonen som brukes til å sette inn programkode.
slett brukes hovedsakelig til å slette kode
RESET-knappen er veldig viktig. Den brukes hovedsakelig til å tilbakestille, stoppe programmer og stoppe noen instruksjoner.
Knappene er i utgangspunktet forklart, og du må øve mer på stedet for å bli kjent med dem.
Innleggstid: 27. mai 2024


